From Outsourcing to In-House Metal 3D Printing
Why most companies do not start with in-house metal AM
Metal additive manufacturing using powder bed fusion systems such as SLM typically requires an initial capital investment in the range of €120,000 to €500,000, depending on build volume, laser configuration, and automation level. This does not include ancillary equipment such as sieving stations, powder handling infrastructure, heat treatment furnaces, or post-processing capabilities like machining and surface finishing. In addition, there is a non-negligible operational learning curve. Build failures, parameter tuning, and support strategy optimization can take months before reaching consistent yields above 95 to 99%. For companies without prior experience, this combination of capital exposure and process uncertainty makes immediate internalization difficult to justify, even when the long-term potential is clear.
At the same time, engineering teams are increasingly designing parts that are only manufacturable through additive methods. Lightweight lattice structures, conformal cooling channels, and part consolidation strategies are becoming standard in sectors such as manufacturing, aerospace, tooling, and high-performance machinery. This creates a structural mismatch. Design teams move faster than manufacturing capabilities, and procurement is left evaluating technologies that are not yet fully integrated into internal workflows. In this context, delaying investment is not hesitation; it is a rational response to incomplete data.
Outsourcing as a data acquisition phase rather than a production strategy
Outsourcing metal 3D printing should be understood as a way to gather real production data under controlled industrial conditions, not simply as a way to avoid capital investment. By placing orders through a structured platform such as ANiMAke, companies can move from CAD to finished parts within a short timeframe while receiving consistent pricing and lead time feedback. This allows engineering and procurement teams to evaluate feasibility based on actual production outcomes rather than assumptions.
In this model, the service provider defines build orientation, support strategies, and process parameters. While this limits direct control, it provides something more valuable in the early stages, which is a reliable baseline. The quoted price already reflects the impact of geometry complexity, support requirements, machine time, and post-processing effort. By comparing multiple iterations of the same part or similar geometries, companies can start to understand how design decisions influence manufacturing cost, even without direct access to the underlying process parameters.
For example, a redesign that reduces overhangs or consolidates features may result in a measurable cost reduction in subsequent quotes. Over time, this creates a practical dataset that links design intent to production cost. Lead times, typically ranging from several days to over a week, depending on finishing requirements, also provide insight into process duration and capacity constraints. This combination of cost and timing data forms the basis for a more accurate evaluation of whether and when internal production becomes viable.
Where outsourcing becomes structurally inefficient
The limitations of outsourcing do not appear at low volumes. They emerge when demand becomes repeatable and predictable. At that point, cost accumulation becomes the dominant factor. External production pricing includes machine depreciation, labor, facility overhead, and margin. While this is justified from a supplier perspective, it creates a cost floor that does not decrease with volume in the same way as internal production.
A typical SLM build might run for 20 to 40 hours, depending on part geometry and layer thickness. At external rates, this can translate into €1,000 to €3,000 per build, even before post-processing. If a company requires multiple builds per week, annual costs can quickly exceed €150,000 to €300,000. At that level, the total spend approaches or surpasses the cost of owning and operating a dedicated system, even when accounting for powder, labor, and maintenance.

Lead time variability also becomes a constraint. External suppliers operate shared capacity, which means production slots are not guaranteed. For companies integrating additive parts into assemblies or end products, this introduces scheduling risk. In parallel, intellectual property concerns become more relevant. Transferring build files, parameter sets, and design data outside the organization is manageable during prototyping, but less acceptable for production-critical components.
The economic and operational trigger for internalization
The transition to in-house production is not driven by preference but by a shift in cost structure and control requirements. The key variable is machine utilization. An SLM system operating at 50 to 60 percent utilization begins to distribute its fixed cost effectively across produced parts. Below that level, outsourcing remains competitive. Above it, internal production typically results in a lower cost per part.
To illustrate, consider a system operating 4,000 hours per year with an average build time of 30 hours. This results in approximately 130 builds annually. If each build produces multiple parts, the effective cost per part decreases significantly compared to outsourced pricing, especially when build layouts are optimized internally. Even when factoring in operator cost, powder recycling losses, and maintenance, the internal cost per build can drop below half of typical external rates once utilization stabilizes.

In addition to cost, internalization provides process control. Parameter optimization, build strategy, and quality assurance can be aligned with specific application requirements rather than generalized for multiple clients. This is particularly relevant in industries with strict qualification requirements or where performance margins are tight.
Implementing in-house production without overextension
A common mistake is to treat internalization as a full-scale transition from day one. In practice, a phased approach is more effective. Companies typically begin by internalizing a limited set of parts with stable demand and well-understood geometries. This reduces variability and allows operators to focus on repeatability rather than experimentation.
During this phase, knowledge transfer from outsourcing is critical. Data collected from previous builds, including orientation strategies, support design, and post-processing steps, can be directly applied. This shortens the ramp-up period and reduces the likelihood of build failures. Achieving consistent success rates above 90 percent within the first months is realistic when this approach is followed.
Operationally, the focus should be on establishing a closed loop between design, production, and inspection. This includes standardizing build preparation workflows, implementing powder management procedures, and defining quality control checkpoints. The objective is not maximum output, but predictable output.
Equipment selection based on actual production requirements
System selection should be aligned with utilization targets and part size requirements rather than maximum specifications. For companies transitioning from outsourcing, a mid-sized SLM system with a controlled investment profile provides the most balanced entry point.
The iSLM280 fits within this category. With a build volume suited for a wide range of industrial components and a capital cost currently positioned below €150,000, it allows companies to reach the utilization threshold required for cost efficiency without committing to a high initial expenditure.
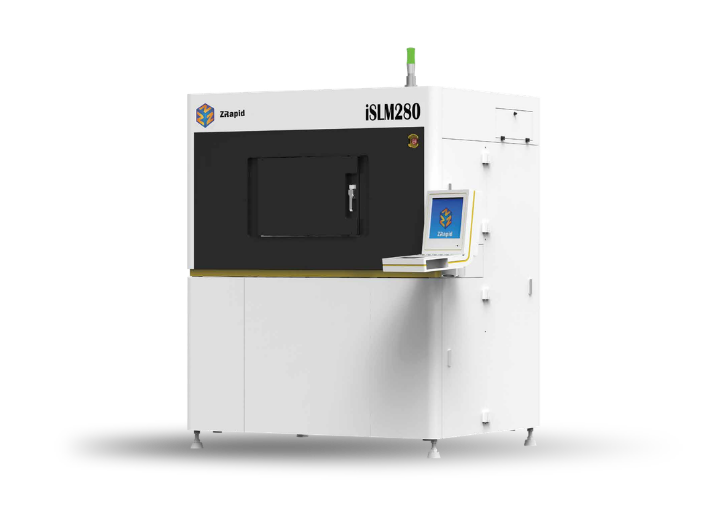
ZRapid Europe iSLM280.
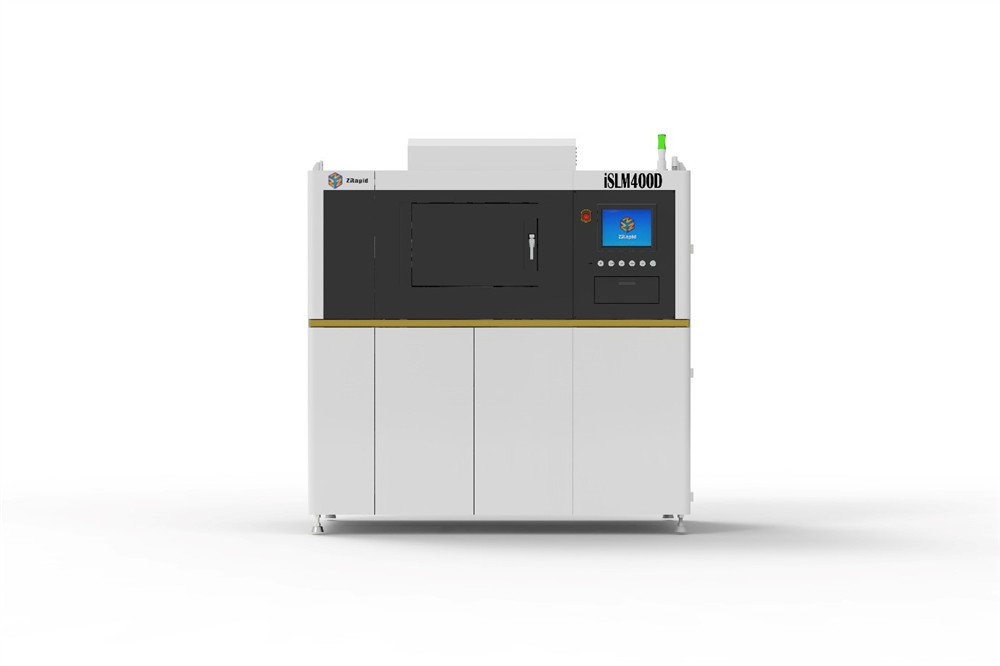
For higher production volumes, larger systems with multiple lasers become relevant. A platform such as the iSLM400D Ultimate introduces dual-laser capability, effectively increasing build throughput without proportionally increasing footprint or labor requirements. This is particularly important when moving toward serial production, where throughput and scheduling consistency are critical.
From capability to production infrastructure
Once internal production is established and utilization exceeds initial projections, the focus shifts toward scaling. This does not necessarily mean adding more machines immediately. It involves optimizing build strategies, reducing idle time between jobs, and integrating post-processing steps into a continuous workflow.
At this stage, the additive manufacturing setup evolves from a standalone capability into a production hub. Machines are scheduled based on demand forecasting rather than ad hoc requests. Powder usage is tracked and optimized across builds. Post-processing is synchronized to avoid bottlenecks. The result is a system where additive manufacturing is no longer experimental, but part of standard production planning.
The transition from outsourcing to in-house production is therefore not a change in supplier, but a structural shift in how parts are designed, manufactured, and delivered. Companies that approach this transition based on data, utilization, and process control consistently reach a point where internal production is not only more economical, but operationally necessary.
Contact us, and our expert team will help you find the best solution tailored to your needs!
Email: info@anima.gr
Contact number: 210 77 76 822